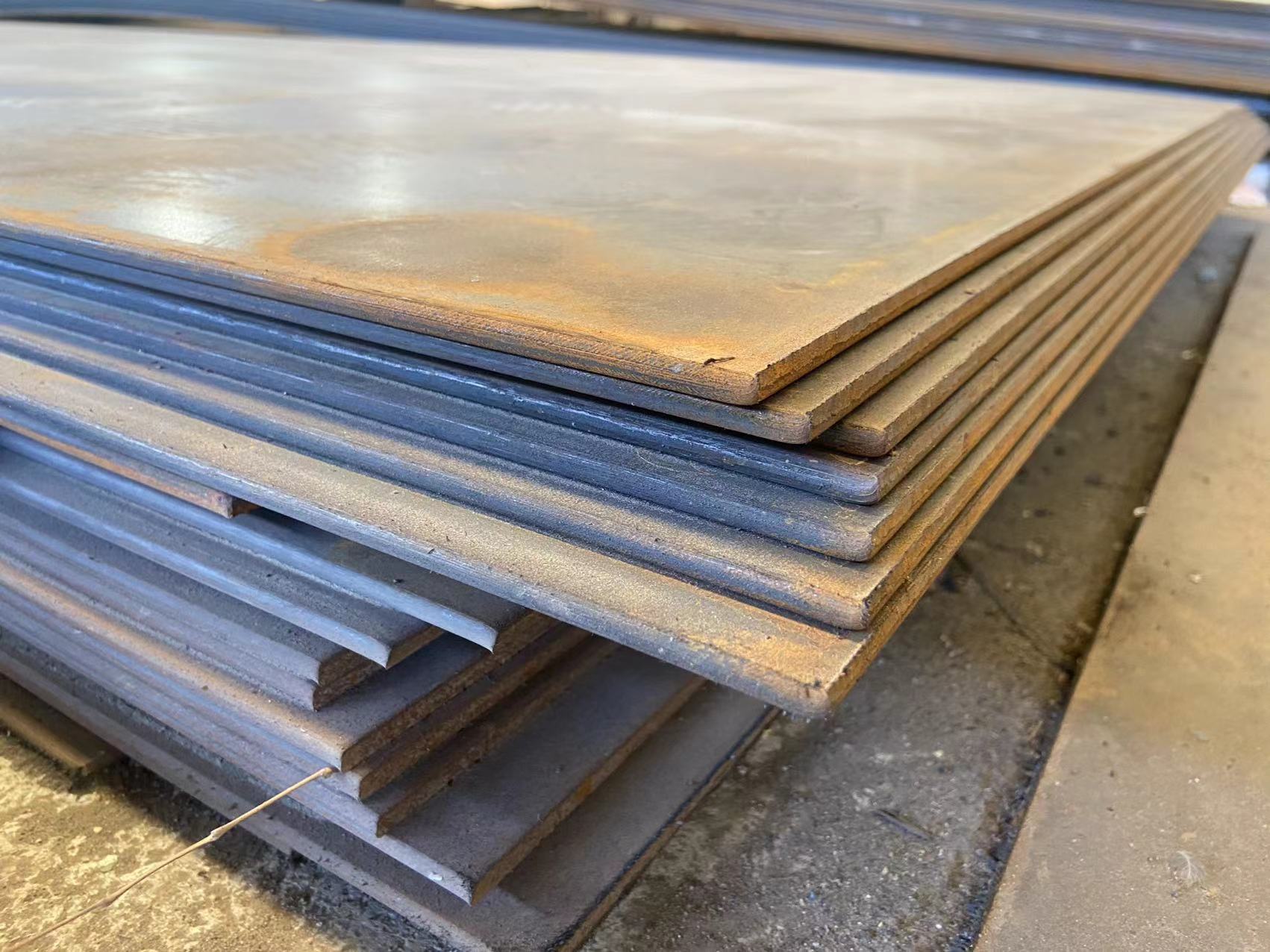
- 山东江洋钢铁有限公司钢板圆钢Q345C Q345D Q345E Q235C Q235D Q235E Q390B Q420B 材质规格齐全
- 15166520025





产品描述
Q390C圆钢 是一种使用较为广泛的低合金高强度结构钢,具有焊接性、冷、热加工性能和耐蚀性能等综合力学性能较好的特性,其性能以较低屈服强度不低于 390MPa 为基本条件,随其等级的提高,分为 A、B、C、D、E 五个等级,其中 C 级是 Q390 强度级使用比较广泛的等级。低合金结构钢 Q390C 是工程中常选用的牌号,并随着使用条件要求的提高,对材料的等级相应提高,国内在开发该钢种中通常成分上采用微合金处理,在微合金的使用上以 V、Al、Nb 一相或多相复合金为主,在轧钢环节以控轧控冷处理以获得足够的强度和韧性,降低钢材的时效性,提高焊接性和降低焊接对强度和韧性的影响为研究方向,满足标准和下游用户的使用要求。对 Q390C 热轧卷板有需求并用于制造热力水管。为此,公司根据该钢种技术性能要求, 进行了研制开发,并批量轧制了 390C热轧卷板。
1、Q390C 圆钢化学成分及性能要求牌号 Q390C 按 GB/T 3274 《碳素结构钢和低合金钢热轧钢板及钢带》执行,Q390C低合金结构钢中要求有害杂质含量较低,纯洁度和化学成分均匀性较高。以规定较低屈服强度为主要特征,并具有一定的综合力学性能和工艺性能,其化学成分要求如表1 所示。热轧后钢板及钢带标准规定钢板以热轧态状态交货, 其性能以 GB/T1591 《低合金高强度结构钢》为基础。

碳是钢中较经济、较基本的强化元素,通过固溶强化和析出强化的作用对提高钢的强度有明显的作用。锰是通过固溶强化提高钢的强度,且锰还是扩大γ 相区的元素,可降低钢的γ→α 相变温度,有助于获得细小的相变产物,可提高钢的韧性、降低韧脆转变温度。锰含量通常不超过 1.6%,否则在冷却时,在 0.10%C 钢中转变产生贝氏体,而不是铁素体 - 珠光体。铌是较主要的微合金元素之一,对晶粒细化的作用十分明显。通过热轧过程中碳的应变诱导析出阻碍形变奥氏体的回复、再结晶,经控制轧制和控轧冷却使精轧阶段非再结晶区轧制的形变奥氏体组织在相变时获得细小组织,以保证钢具有高强度和高韧性。按照标准求, 为了保证较终产品性能, 结合生产 Q345C 轧钢生产工艺特点, 确定了 Q390C 的成分设计
3、冶炼和热轧工艺设计
3.1 、炼钢工艺
为有效控制钢中硫质量分数, 须严格控制入炉铁水 S 的质量分数, 要求铁水脱硫预处理后,满足[S]≤0.015%,温度≥1250℃;严格控制转炉再吹次数,不应超过 2 次。全程吹氩;终点控制目标[C]≥ 0.05%,[P]≤0.015%,[S]≤0.025%,温度 1620~1690℃;出钢目标时间 t≥4.0min,必须严格挡渣,转炉出钢后钢包钢水回磷量不大于 0.003%;LF 炉精炼:LF 炉脱硫、去夹杂、钢水成分调整、温度调整。喂丝后保证软吹时间≥8min。
3.2、连铸工艺
连铸采用全程氩气保护浇注,保护渣和中包覆盖剂型号根据钢种特性由炼钢生产现场确定;连铸开浇第一炉中包过热度≤45℃,连浇炉次中包 TD 过热度不大于 30℃,液相线温度为 1515℃;固相线温度为 1466℃。连铸冷却方式采用弱冷配水曲线,拉速 1.30m/ min;采用轻压下技术, 提高铸坯质量。
3.3、热轧轧制工艺
热轧 TMCP 技术包括控制轧制和轧后的加速冷却。一方面要控制加热温度、轧制温度、轧制变形时的压下量,还要在此基础上控制轧制后的冷却速率。这样不仅仅可以获得一些细小的铁素体或者奥氏体晶粒,获得更优异的材料力学性能。为保证 Nb 的析出强化效果, 铸坯出炉温度控制在 1150~ 1210℃;终轧温度控制在 840~880℃ ;层流冷却采用稀疏冷却模式, 卷取温度控制在 610~650℃,严格控制除鳞水压力, 确保除鳞效果
Q390C圆钢用途
用于桥梁、车辆、船舶、厂房等大型结构件,高中压石油化工容器、锅炉锅管、管道、过热器、压力容器、重型机械等。
山东江洋钢铁有限公司 联系人:付经理 电话:15206599750 15166520025 地址:山东省聊城经济技术开发区蒋官屯街道任庄村321号网站地图